

DOI Page / Citation link:
https://doi.org/10.11588/diglit.15161#0129




Die sorgfältig mit Trennmittel
behandelten Formschalen werden
sodann mit pigmentiertem
Epoxidharz ausgestrichen. Bevor
die erste Schicht völlig ausgehärtet
ist, werden die Formschalen exakt
aufeinandergepaßt, um zu ver-
hindern, daß an den Nähten
Spalten, leichte Versetzungen
oder Stufen entstehen. Zu diesem
Zweck empfiehlt es sich, die
Formschalen aufeinander zu
schrauben und in der Knick-
furche mit Leimzwingen fest auf-
einanderzupressen. Ist die erste
Feinschicht ausgehärtet, können
sich die Formen nicht mehr ver-
ziehen. Die Schalen werden dann
wieder auseinandergenommen
mit 3 bis 4 Schichten Glasfaser
Nach A bhärtung des Laminats
in den Formschalen werden diese
wieder aufeinandergepreßt. So-
dann werden die Nähte von innen
mit F.poxid vergossen. Wo dies
durch Öffnungen von außen
möglich ist, werden die Form-
schalen mit epoxidgetränkten
Glasfaserlappen auf der Innen-
seite aneinandergeheftet.
Schließlich werden die Kautschuk-
formen abgenommen, eventuelle
Gußnähte sorgfältig und ohne
Verletzen der Oberfläche abgefeilt
und der Abguß ist fertig.
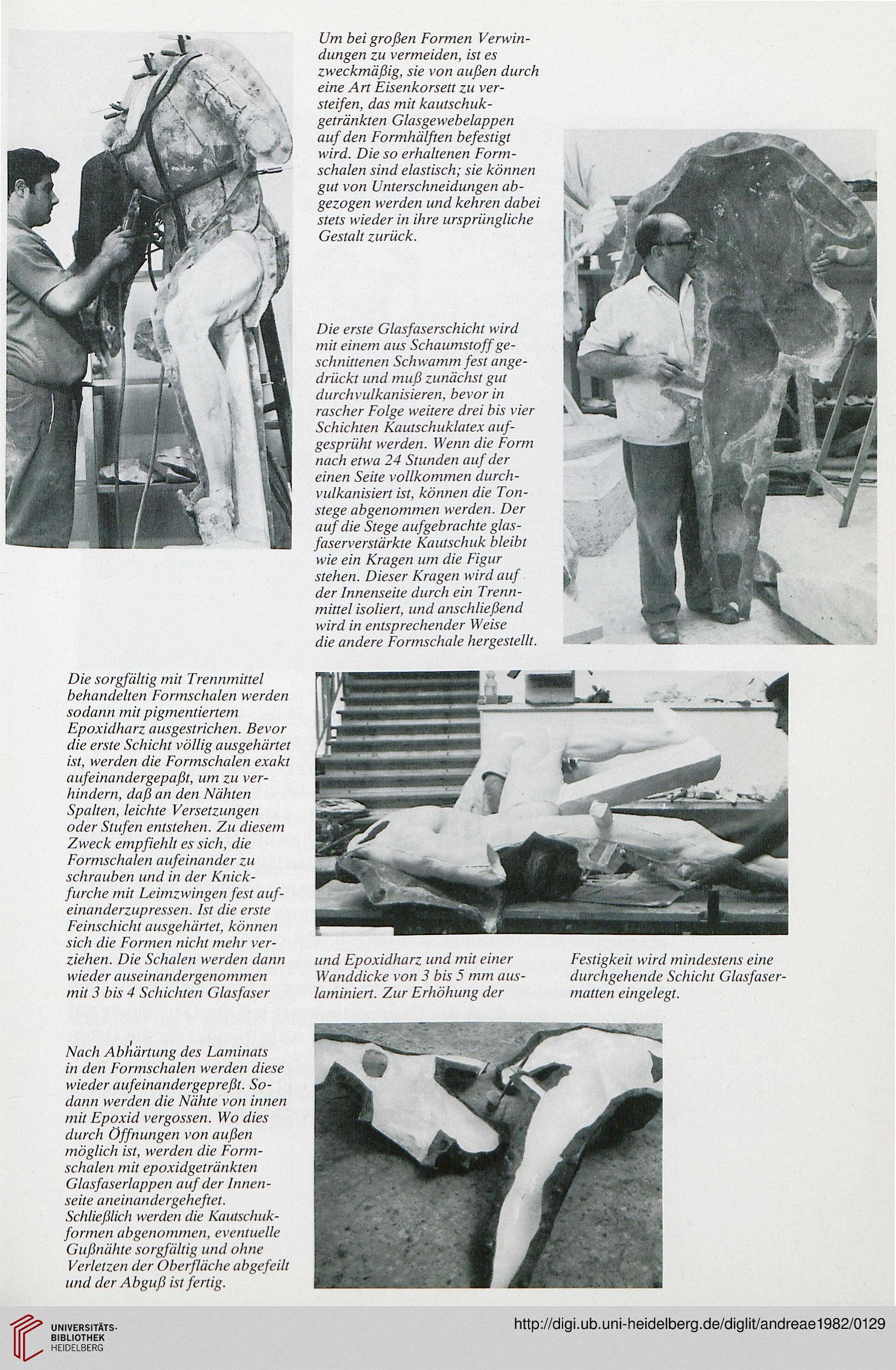
Um bei großen Formen Verwin-
dungen zu vermeiden, ist es
zweckmäßig, sie von außen durch
eine Art Eisenkorsett zu ver-
steifen, das mit kautschuk-
getränkten Glasgewebelappen
auf den Formhälften befestigt
wird. Die so erhaltenen Form-
schalen sind elastisch; sie können
gut von Unterschneidungen ab-
gezogen werden und kehren dabei
stets wieder in ihre ursprüngliche
Gestalt zurück.
Die erste Glasfaserschicht wird
mit einem aus Schaumstoff ge-
schnittenen Schwamm fest ange-
drückt und muß zunächst gut
durchvulkanisieren, bevor in
rascher Folge weitere drei bis vier
Schichten Kautschuklatex auf-
gesprüht werden. Wenn die Form
nach etwa 24 Stunden auf der
einen Seite vollkommen durch-
vulkanisiert ist, können die Ton-
stege abgenommen werden. Der
auf die Stege aufgebrachte glas-
faserverstärkte Kautschuk bleibt
wie ein Kragen um die Figur
stehen. Dieser Kragen wird auf
der Innenseite durch ein Trenn-
mittel isoliert, und anschließend
wird in entsprechender Weise
die andere Formschale hergestellt.
und Epoxidharz und mit einer Festigkeit wird mindestens eine
Wanddicke von 3 bis 5 mm aus- durchgehende Schicht Glasfaser-
laminiert. Zur Erhöhung der matten eingelegt.
behandelten Formschalen werden
sodann mit pigmentiertem
Epoxidharz ausgestrichen. Bevor
die erste Schicht völlig ausgehärtet
ist, werden die Formschalen exakt
aufeinandergepaßt, um zu ver-
hindern, daß an den Nähten
Spalten, leichte Versetzungen
oder Stufen entstehen. Zu diesem
Zweck empfiehlt es sich, die
Formschalen aufeinander zu
schrauben und in der Knick-
furche mit Leimzwingen fest auf-
einanderzupressen. Ist die erste
Feinschicht ausgehärtet, können
sich die Formen nicht mehr ver-
ziehen. Die Schalen werden dann
wieder auseinandergenommen
mit 3 bis 4 Schichten Glasfaser
Nach A bhärtung des Laminats
in den Formschalen werden diese
wieder aufeinandergepreßt. So-
dann werden die Nähte von innen
mit F.poxid vergossen. Wo dies
durch Öffnungen von außen
möglich ist, werden die Form-
schalen mit epoxidgetränkten
Glasfaserlappen auf der Innen-
seite aneinandergeheftet.
Schließlich werden die Kautschuk-
formen abgenommen, eventuelle
Gußnähte sorgfältig und ohne
Verletzen der Oberfläche abgefeilt
und der Abguß ist fertig.
Um bei großen Formen Verwin-
dungen zu vermeiden, ist es
zweckmäßig, sie von außen durch
eine Art Eisenkorsett zu ver-
steifen, das mit kautschuk-
getränkten Glasgewebelappen
auf den Formhälften befestigt
wird. Die so erhaltenen Form-
schalen sind elastisch; sie können
gut von Unterschneidungen ab-
gezogen werden und kehren dabei
stets wieder in ihre ursprüngliche
Gestalt zurück.
Die erste Glasfaserschicht wird
mit einem aus Schaumstoff ge-
schnittenen Schwamm fest ange-
drückt und muß zunächst gut
durchvulkanisieren, bevor in
rascher Folge weitere drei bis vier
Schichten Kautschuklatex auf-
gesprüht werden. Wenn die Form
nach etwa 24 Stunden auf der
einen Seite vollkommen durch-
vulkanisiert ist, können die Ton-
stege abgenommen werden. Der
auf die Stege aufgebrachte glas-
faserverstärkte Kautschuk bleibt
wie ein Kragen um die Figur
stehen. Dieser Kragen wird auf
der Innenseite durch ein Trenn-
mittel isoliert, und anschließend
wird in entsprechender Weise
die andere Formschale hergestellt.
und Epoxidharz und mit einer Festigkeit wird mindestens eine
Wanddicke von 3 bis 5 mm aus- durchgehende Schicht Glasfaser-
laminiert. Zur Erhöhung der matten eingelegt.