

DOI Seite / Zitierlink:
https://doi.org/10.11588/diglit.18750#0265


265
3" de la vitesse du passage de l'outil sur le travail
à exécuter.
Ce qui revient à dire que l'efficacité des meules est
— toutes choses égales d'ailleurs—proportionnelle à :
a) la vitesse;
b) la l'ace totale des parcelles mordantes engagées ;
c) la pénétration des parcelles dans la matière.
a) Vitesse. — On a prétendu que l'accroissement
de la vitesse au-dessus de 1,500 mètres à la minute
ne produisait aucun accroissement proportionnel de-
là matière enlevée.
Nous ne sommes que partiellement d'accord avec
cette affirmation, qui ne s'appuie du reste sur aucune
raison mathématique. Il y a cependant certaines
conditions qui établissent des limites, la principale et
la plus importante étant la résistance de l'agglomé-
rant et par conséquent de la meule elle-même.
En procédant à des expériences, il faut tenir
compte qu'en comparant les vitesses, l'effort tan-
genliel doit être le même et aussi de ce que la
matière étant usée plus vite à des vitesses assez
grandes, il se produit une obstruction plus grande
entre la matière meulée et la moule.
Ce fait amène la décroissance de la pénétration et
diminue les avantages qu'on pouvait attendre do
l'accroissement de la vitesse ou exige une 'pression
plus forte pour laisser les parcelles également
engagées. Dans l'un ou l'autre cas, le résultat est le
même, savoir : La quantité de la matière enlevée
n'est plus proportionnelle à la vitesse.
b) Face totale des parcelles mordantes. — Il y
aura évidemment moins à douter relativement à la
seconde règle qui veut que le rendement dépende de
la largeur de la face engagée. Il est de connaissance
élémentaire que — toutes choses égales — plus la
face est large, plus la meule enlèvera de matière ; il
n'y a aucune raison pour que ce ne soit pas éga-
lement vrai s'il s'agit des parcelles séparées elles-
mêmes.
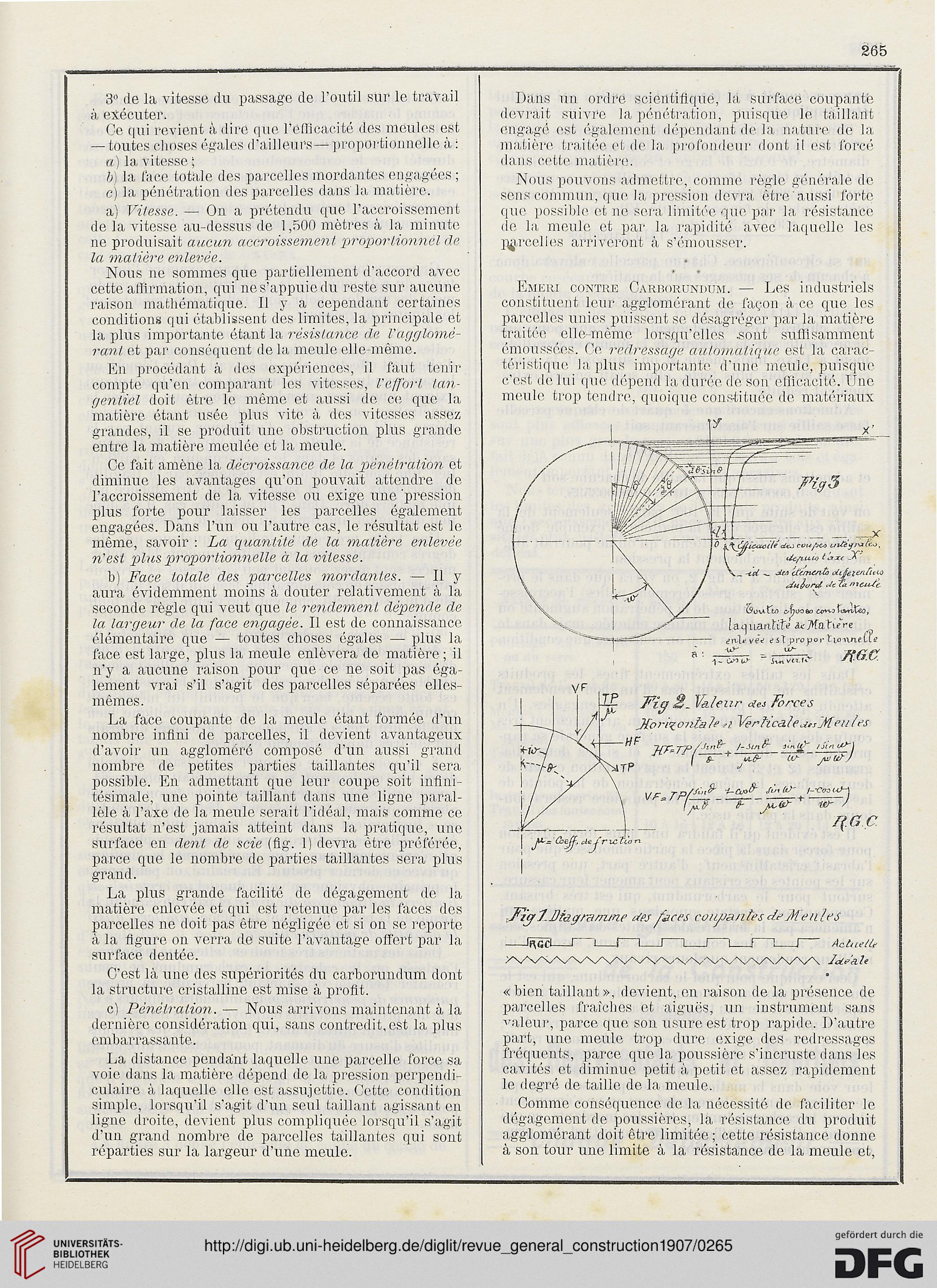
La face coupante de la meule étant formée d'un
nombre infini de parcelles, il devient avantageux
d'avoir un aggloméré composé d'un aussi grand
nombre de petites parties taillantes qu'il sera
possible. En admettant que leur coupe soit infini-
tésimale, une pointe taillant dans une ligne paral-
lèle à l'axe de la meule serait l'idéal, mais comme ce
résultat n'est jamais atteint dans la pratique, une
surface en dent de scie (fig. 1) devra être préférée,
parce que le nombre de parties taillantes sera plus
grand.
La plus grande facilité de dégagement de la
matière enlevée et qui est retenue par les faces des
parcelles ne doit pas être négligée et si on se reporte
à la figure on verra de suite l'avantage offert par la
surface dentée.
C'est là une des supériorités du carborundum dont
la structure cristalline est mise à profit.
c) Pénétration. — Nous arrivons maintenant à la
dernière considération qui, sans contredit, est la plus
embarrassante.
La distance pendant laquelle une parcelle force sa
voie dans la matière dépend de la pression perpendi-
culaire à laquelle elle est assujettie. Cette condition
simple, lorsqu'il s'agit d'un seul taillant agissant en
ligne droite, devient plus compliquée lorsqu'il s'agit
d'un grand nombre de parcelles taillantes qui sont
réparties sur la largeur d'une meule.
Dans un ordre scientifique, là surface cOup.inle
devrait suivre la pénétration, puisque le taillant
engagé est (''gaiement dépendant de la nature de la
matière traitée etide la profondeur dont il est forcé
dans cette matière:
Nous pouvons admettre, comme règle générale do
sens commun, que la pression devra, être aussi forte
que possible et no sera limitée que pair la résistance
de la meule et par la rapidité avec laquelle les
parcelles arriveront à s'émousser.
Emeri contre Carborundum. — Les industriels
constituent leur agglomérant de façon à ce que les
parcelles unies puissent se désagréger par la matière
traitée elle-même lorsqu'elles .sont suffisamment
émoussées. Ce redressage automatique est la carac-
téristique la plus importante d'une meule, puisque
c'est de lui que dépend la durée de son efficacité. Une
meule trop tendre, quoique constituée de matériaux
« bien taillant », devient, en raison de la présence de
parcelles fraîches et aiguës, un instrument sans
valeur, parce que son usure est trop rapide. D'autre
part, une meule trop dure exige des redressages
fréquen ts, parce que la poussière s'incruste dans les
cavités et diminue petit à petit et assez rapidement
le degré de taille de la meule.
Comme conséquence de la nécessité de faciliter le
dégagement de poussières, la résistance du produit
agglomérant doit être limitée ; cette résistance donne
à son tour une limite à la résistance de la meule et,
3" de la vitesse du passage de l'outil sur le travail
à exécuter.
Ce qui revient à dire que l'efficacité des meules est
— toutes choses égales d'ailleurs—proportionnelle à :
a) la vitesse;
b) la l'ace totale des parcelles mordantes engagées ;
c) la pénétration des parcelles dans la matière.
a) Vitesse. — On a prétendu que l'accroissement
de la vitesse au-dessus de 1,500 mètres à la minute
ne produisait aucun accroissement proportionnel de-
là matière enlevée.
Nous ne sommes que partiellement d'accord avec
cette affirmation, qui ne s'appuie du reste sur aucune
raison mathématique. Il y a cependant certaines
conditions qui établissent des limites, la principale et
la plus importante étant la résistance de l'agglomé-
rant et par conséquent de la meule elle-même.
En procédant à des expériences, il faut tenir
compte qu'en comparant les vitesses, l'effort tan-
genliel doit être le même et aussi de ce que la
matière étant usée plus vite à des vitesses assez
grandes, il se produit une obstruction plus grande
entre la matière meulée et la moule.
Ce fait amène la décroissance de la pénétration et
diminue les avantages qu'on pouvait attendre do
l'accroissement de la vitesse ou exige une 'pression
plus forte pour laisser les parcelles également
engagées. Dans l'un ou l'autre cas, le résultat est le
même, savoir : La quantité de la matière enlevée
n'est plus proportionnelle à la vitesse.
b) Face totale des parcelles mordantes. — Il y
aura évidemment moins à douter relativement à la
seconde règle qui veut que le rendement dépende de
la largeur de la face engagée. Il est de connaissance
élémentaire que — toutes choses égales — plus la
face est large, plus la meule enlèvera de matière ; il
n'y a aucune raison pour que ce ne soit pas éga-
lement vrai s'il s'agit des parcelles séparées elles-
mêmes.
La face coupante de la meule étant formée d'un
nombre infini de parcelles, il devient avantageux
d'avoir un aggloméré composé d'un aussi grand
nombre de petites parties taillantes qu'il sera
possible. En admettant que leur coupe soit infini-
tésimale, une pointe taillant dans une ligne paral-
lèle à l'axe de la meule serait l'idéal, mais comme ce
résultat n'est jamais atteint dans la pratique, une
surface en dent de scie (fig. 1) devra être préférée,
parce que le nombre de parties taillantes sera plus
grand.
La plus grande facilité de dégagement de la
matière enlevée et qui est retenue par les faces des
parcelles ne doit pas être négligée et si on se reporte
à la figure on verra de suite l'avantage offert par la
surface dentée.
C'est là une des supériorités du carborundum dont
la structure cristalline est mise à profit.
c) Pénétration. — Nous arrivons maintenant à la
dernière considération qui, sans contredit, est la plus
embarrassante.
La distance pendant laquelle une parcelle force sa
voie dans la matière dépend de la pression perpendi-
culaire à laquelle elle est assujettie. Cette condition
simple, lorsqu'il s'agit d'un seul taillant agissant en
ligne droite, devient plus compliquée lorsqu'il s'agit
d'un grand nombre de parcelles taillantes qui sont
réparties sur la largeur d'une meule.
Dans un ordre scientifique, là surface cOup.inle
devrait suivre la pénétration, puisque le taillant
engagé est (''gaiement dépendant de la nature de la
matière traitée etide la profondeur dont il est forcé
dans cette matière:
Nous pouvons admettre, comme règle générale do
sens commun, que la pression devra, être aussi forte
que possible et no sera limitée que pair la résistance
de la meule et par la rapidité avec laquelle les
parcelles arriveront à s'émousser.
Emeri contre Carborundum. — Les industriels
constituent leur agglomérant de façon à ce que les
parcelles unies puissent se désagréger par la matière
traitée elle-même lorsqu'elles .sont suffisamment
émoussées. Ce redressage automatique est la carac-
téristique la plus importante d'une meule, puisque
c'est de lui que dépend la durée de son efficacité. Une
meule trop tendre, quoique constituée de matériaux
« bien taillant », devient, en raison de la présence de
parcelles fraîches et aiguës, un instrument sans
valeur, parce que son usure est trop rapide. D'autre
part, une meule trop dure exige des redressages
fréquen ts, parce que la poussière s'incruste dans les
cavités et diminue petit à petit et assez rapidement
le degré de taille de la meule.
Comme conséquence de la nécessité de faciliter le
dégagement de poussières, la résistance du produit
agglomérant doit être limitée ; cette résistance donne
à son tour une limite à la résistance de la meule et,