

DOI Heft:
No. 66 (September, 1898)
DOI Artikel:Ashbee, Charles R.: An experiment in cast-iron work
DOI Seite / Zitierlink:https://doi.org/10.11588/diglit.21969#0294


Cast-Iron Work
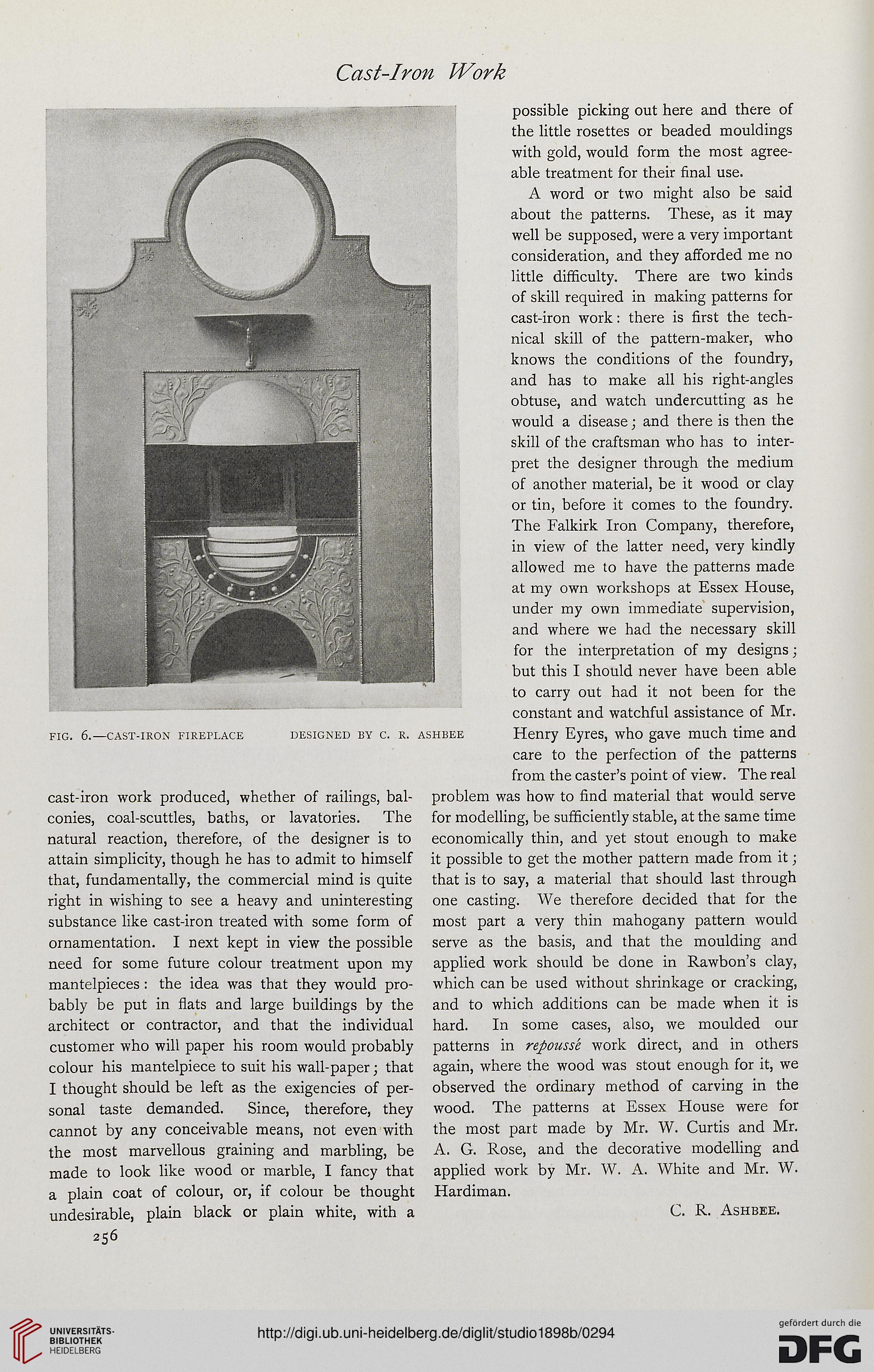
FIG. 6.—CAST-IRON FIREPLACE DESIGNED BY C. R. ASHBEE
cast-iron work produced, whether of railings, bal-
conies, coal-scuttles, baths, or lavatories. The
natural reaction, therefore, of the designer is to
attain simplicity, though he has to admit to himself
that, fundamentally, the commercial mind is quite
right in wishing to see a heavy and uninteresting
substance like cast-iron treated with some form of
ornamentation. I next kept in view the possible
need for some future colour treatment upon my
mantelpieces: the idea was that they would pro-
bably be put in flats and large buildings by the
architect or contractor, and that the individual
customer who will paper his room would probably
colour his mantelpiece to suit his wall-paper; that
I thought should be left as the exigencies of per-
sonal taste demanded. Since, therefore, they
cannot by any conceivable means, not even with
the most marvellous graining and marbling, be
made to look like wood or marble, I fancy that
a plain coat of colour, or, if colour be thought
undesirable, plain black or plain white, with a
256
possible picking out here and there of
the little rosettes or beaded mouldings
with gold, would form the most agree-
able treatment for their final use.
A word or two might also be said
about the patterns. These, as it may
well be supposed, were a very important
consideration, and they afforded me no
little difficulty. There are two kinds
of skill required in making patterns for
cast-iron work: there is first the tech-
nical skill of the pattern-maker, who
knows the conditions of the foundry,
and has to make all his right-angles
obtuse, and watch undercutting as he
would a disease; and there is then the
skill of the craftsman who has to inter-
pret the designer through the medium
of another material, be it wood or clay
or tin, before it comes to the foundry.
The Falkirk Iron Company, therefore,
in view of the latter need, very kindly
allowed me to have the patterns made
at my own workshops at Essex House,
under my own immediate supervision,
and where we had the necessary skill
for the interpretation of my designs;
but this I should never have been able
to carry out had it not been for the
constant and watchful assistance of Mr.
Henry Eyres, who gave much time and
care to the perfection of the patterns
from the caster’s point of view. The real
problem was how to find material that would serve
for modelling, be sufficiently stable, at the same time
economically thin, and yet stout enough to make
it possible to get the mother pattern made from it;
that is to say, a material that should last through
one casting. We therefore decided that for the
most part a very thin mahogany pattern would
serve as the basis, and that the moulding and
applied work should be done in Rawbon’s clay,
which can be used without shrinkage or cracking,
and to which additions can be made when it is
hard. In some cases, also, we moulded our
patterns in repousse work direct, and in others
again, where the wood was stout enough for it, we
observed the ordinary method of carving in the
wood. The patterns at Essex House were for
the most part made by Mr. W. Curtis and Mr.
A. G. Rose, and the decorative modelling and
applied work by Mr. W. A. White and Mr. W.
Hardiman.
C. R. Ashbee.
FIG. 6.—CAST-IRON FIREPLACE DESIGNED BY C. R. ASHBEE
cast-iron work produced, whether of railings, bal-
conies, coal-scuttles, baths, or lavatories. The
natural reaction, therefore, of the designer is to
attain simplicity, though he has to admit to himself
that, fundamentally, the commercial mind is quite
right in wishing to see a heavy and uninteresting
substance like cast-iron treated with some form of
ornamentation. I next kept in view the possible
need for some future colour treatment upon my
mantelpieces: the idea was that they would pro-
bably be put in flats and large buildings by the
architect or contractor, and that the individual
customer who will paper his room would probably
colour his mantelpiece to suit his wall-paper; that
I thought should be left as the exigencies of per-
sonal taste demanded. Since, therefore, they
cannot by any conceivable means, not even with
the most marvellous graining and marbling, be
made to look like wood or marble, I fancy that
a plain coat of colour, or, if colour be thought
undesirable, plain black or plain white, with a
256
possible picking out here and there of
the little rosettes or beaded mouldings
with gold, would form the most agree-
able treatment for their final use.
A word or two might also be said
about the patterns. These, as it may
well be supposed, were a very important
consideration, and they afforded me no
little difficulty. There are two kinds
of skill required in making patterns for
cast-iron work: there is first the tech-
nical skill of the pattern-maker, who
knows the conditions of the foundry,
and has to make all his right-angles
obtuse, and watch undercutting as he
would a disease; and there is then the
skill of the craftsman who has to inter-
pret the designer through the medium
of another material, be it wood or clay
or tin, before it comes to the foundry.
The Falkirk Iron Company, therefore,
in view of the latter need, very kindly
allowed me to have the patterns made
at my own workshops at Essex House,
under my own immediate supervision,
and where we had the necessary skill
for the interpretation of my designs;
but this I should never have been able
to carry out had it not been for the
constant and watchful assistance of Mr.
Henry Eyres, who gave much time and
care to the perfection of the patterns
from the caster’s point of view. The real
problem was how to find material that would serve
for modelling, be sufficiently stable, at the same time
economically thin, and yet stout enough to make
it possible to get the mother pattern made from it;
that is to say, a material that should last through
one casting. We therefore decided that for the
most part a very thin mahogany pattern would
serve as the basis, and that the moulding and
applied work should be done in Rawbon’s clay,
which can be used without shrinkage or cracking,
and to which additions can be made when it is
hard. In some cases, also, we moulded our
patterns in repousse work direct, and in others
again, where the wood was stout enough for it, we
observed the ordinary method of carving in the
wood. The patterns at Essex House were for
the most part made by Mr. W. Curtis and Mr.
A. G. Rose, and the decorative modelling and
applied work by Mr. W. A. White and Mr. W.
Hardiman.
C. R. Ashbee.