

DOI Heft:
Nr. 121 (April 1903)
DOI Artikel:Fisher, Alexander: The art of painted enamels
DOI Seite / Zitierlink:https://doi.org/10.11588/diglit.19878#0186


Painted Enamels
Further, the idea that without these cells the portion to the size of the plate, within the edge of
enamel would fly off the metal was seen to be the metal from point to point, while the plate is
a mistake. On the contrary, it was discovered held at an angle of 45 degrees to the surface plate,
that there was no necessity for these cloisons—for This line is carried round the other edges of the
they were of no technical value. It goes without plate, and then the burnisher is rubbed across
saying that any enamel can be made to flow by it repeatedly in every direction within this line,
excessive heat, just as the metal upon which the until the plate assumes a form in section thus :
enamel is fired can be melted, as many beginners _ --1—' -
unhappily discover. But with due care and ex- through the middle; while the edges lie perfectly
perience, there is no danger of such an event level with the surface plate. After this has been
occurring. There are several conditions which done—and, perhaps, to get it true it may be
successful enamelling demands. They are of the necessary to anneal it several times — it is
utmost importance, and therefore I place them cleaned by being placed in a glazed porcelain
first, before describing any of the processes bath containing a mixture of sulphuric acid
employed in the making of painted enamels, and water, in the proportion of 1 to 20 parts.
They are as follows: use hard enamels, and pure Then it is washed in water, and afterwards it
or almost pure metals, and pure water, i.e. is either dipped into strong ?aqua fortis, plunged
chemically pure. Further, great cleanliness must be into water to wash the acid off, and dried
exercised: clean metals,
clean tools and brushes,
clean saucers, pots and
planches—a clean fur-
nace, and above all, clean,
freshly-ground enamels.
Painted enamels are gen-
erally done upon copper.
And for this purpose thin
pure copper is the best.
The copper is cut with
shears to the required
shape and size, and then
it is raised to a shallow
. bombe form, so that the
plate of metal rests upon
its edges, leaving the
underneath side free of
the planche upon which
it is subsequently placed
for firing. The reason
of this is, that the
convexity helps to main-
tain the shape of the
plate and prevents it
warping in the fur-
nace. It is made convex
with steel or hematite
burnishers, such as were
shown in a previous
illustration (Article No.
III.). The burnisher
is pressed along a
curved line, varying from
one-quarter of an inch
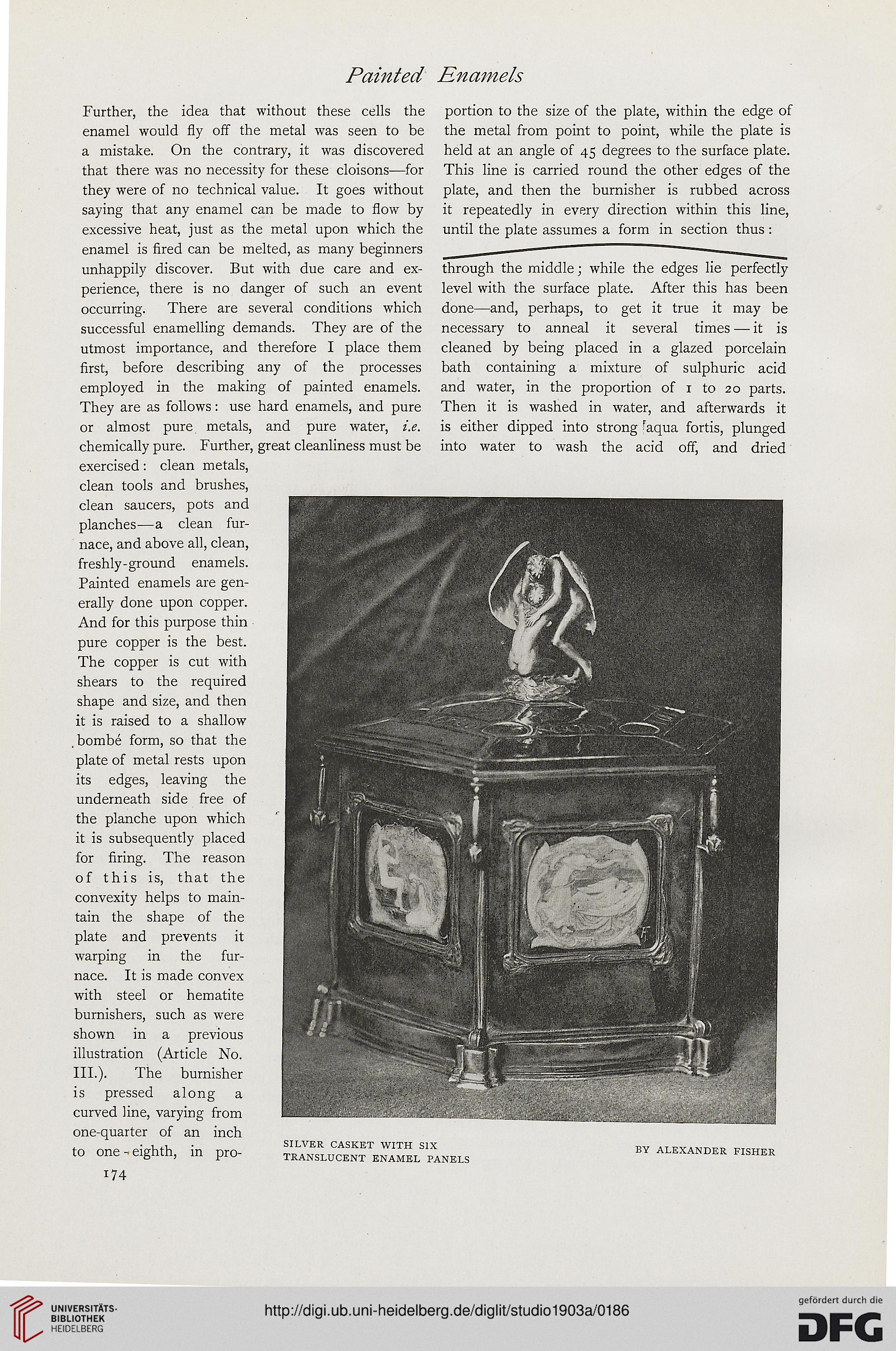
to one-eighth, in pro- SSL^^'?™ ^ Alexander fisher
174
Further, the idea that without these cells the portion to the size of the plate, within the edge of
enamel would fly off the metal was seen to be the metal from point to point, while the plate is
a mistake. On the contrary, it was discovered held at an angle of 45 degrees to the surface plate,
that there was no necessity for these cloisons—for This line is carried round the other edges of the
they were of no technical value. It goes without plate, and then the burnisher is rubbed across
saying that any enamel can be made to flow by it repeatedly in every direction within this line,
excessive heat, just as the metal upon which the until the plate assumes a form in section thus :
enamel is fired can be melted, as many beginners _ --1—' -
unhappily discover. But with due care and ex- through the middle; while the edges lie perfectly
perience, there is no danger of such an event level with the surface plate. After this has been
occurring. There are several conditions which done—and, perhaps, to get it true it may be
successful enamelling demands. They are of the necessary to anneal it several times — it is
utmost importance, and therefore I place them cleaned by being placed in a glazed porcelain
first, before describing any of the processes bath containing a mixture of sulphuric acid
employed in the making of painted enamels, and water, in the proportion of 1 to 20 parts.
They are as follows: use hard enamels, and pure Then it is washed in water, and afterwards it
or almost pure metals, and pure water, i.e. is either dipped into strong ?aqua fortis, plunged
chemically pure. Further, great cleanliness must be into water to wash the acid off, and dried
exercised: clean metals,
clean tools and brushes,
clean saucers, pots and
planches—a clean fur-
nace, and above all, clean,
freshly-ground enamels.
Painted enamels are gen-
erally done upon copper.
And for this purpose thin
pure copper is the best.
The copper is cut with
shears to the required
shape and size, and then
it is raised to a shallow
. bombe form, so that the
plate of metal rests upon
its edges, leaving the
underneath side free of
the planche upon which
it is subsequently placed
for firing. The reason
of this is, that the
convexity helps to main-
tain the shape of the
plate and prevents it
warping in the fur-
nace. It is made convex
with steel or hematite
burnishers, such as were
shown in a previous
illustration (Article No.
III.). The burnisher
is pressed along a
curved line, varying from
one-quarter of an inch
to one-eighth, in pro- SSL^^'?™ ^ Alexander fisher
174