

DOI issue:
Nr. 100 (July 1901)
DOI article:Fisher, Alexander: The art of true enamelling upon metal, [2]
DOI Page / Citation link:https://doi.org/10.11588/diglit.19788#0113


Enamelling
the cutting ought to be—
within limits, of course—
one-sixteenth being quite
deep enough for an object of
any size. When this depth
is exceeded the enamel is
so thick that it flies off. A
trench having thus been
chiselled all around the
spaces, leaving the line of
design untouched, the
spaces themselves have to
be cut to an equal surface,
at the same depth as the
surrounding trench—that
is, one-thirty-second or one-
sixteenth of an inch below
their present surface. The
metal ought to be fairly
thick, either No. 14 or 16
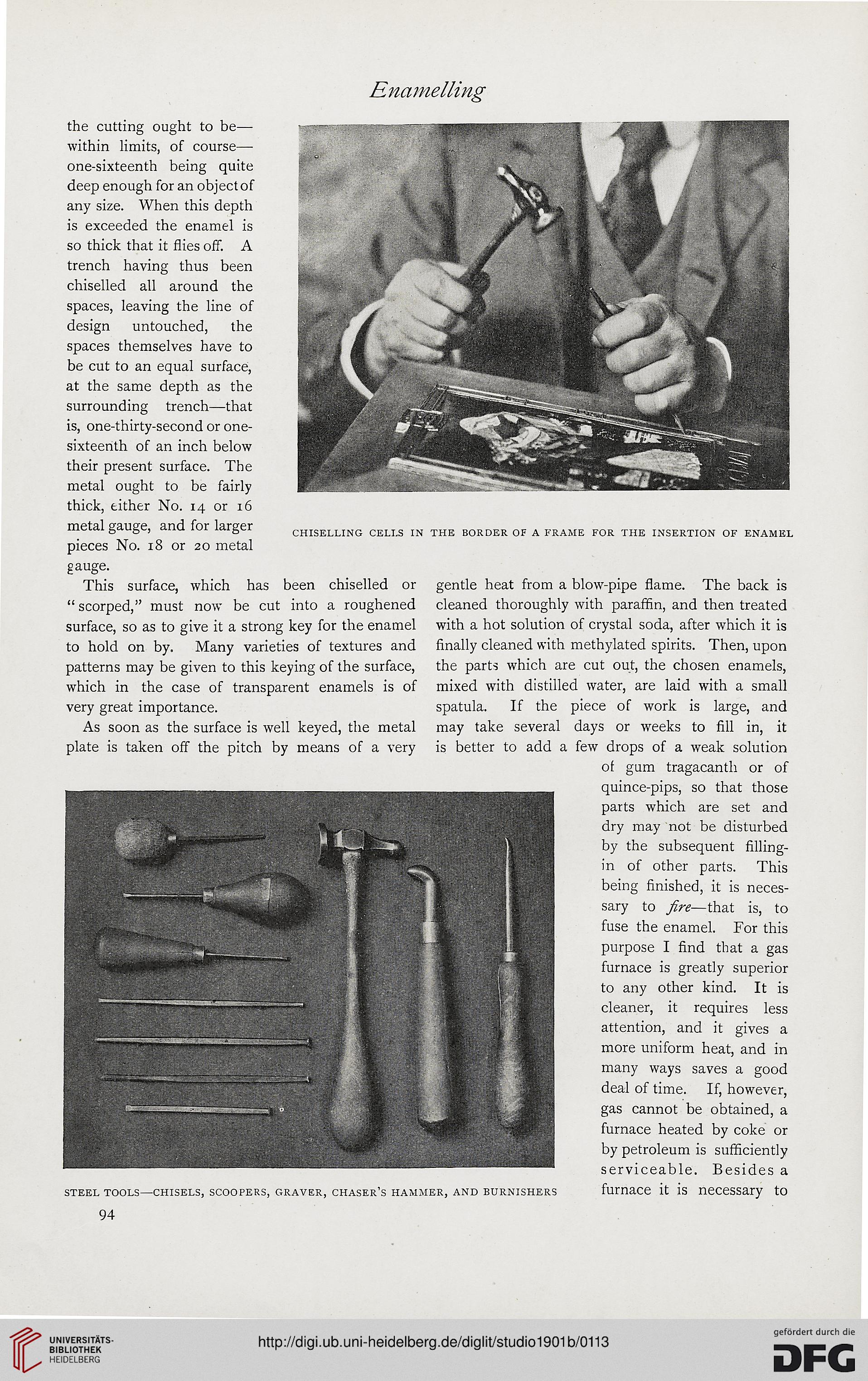
metal gauge, and for larger chiselling cells in the border of a frame for the insertion of enamel
pieces No. 18 or 20 metal
gauge.
This surface, which has been chiselled or gentle heat from a blow-pipe flame. The back is
"scorped," must now be cut into a roughened cleaned thoroughly with paraffin, and then treated
surface, so as to give it a strong key for the enamel with a hot solution of crystal soda, after which it is
to hold on by. Many varieties of textures and finally cleaned with methylated spirits. Then, upon
patterns may be given to this keying of the surface, the parts which are cut out, the chosen enamels,
which in the case of transparent enamels is of mixed with distilled water, are laid with a small
very great importance. spatula. If the piece of work is large, and
As soon as the surface is well keyed, the metal may take several days or weeks to fill in, it
plate is taken off the pitch by means of a very is better to add a few drops of a weak solution
of gum tragacanth or of
quince-pips, so that those
parts which are set and
dry may not be disturbed
by the subsequent filling-
in of other parts. This
being finished, it is neces-
sary to fire— that is, to
fuse the enamel. For this
purpose I find that a gas
furnace is greatly superior
to any other kind. It is
cleaner, it requires less
attention, and it gives a
more uniform heat, and in
many ways saves a good
deal of time. If, however,
gas cannot be obtained, a
furnace heated by coke or
by petroleum is sufficiently
serviceable. Besides a
steel tools—chisels, scoopers, graver, chaser's hammer, and burnishers furnace it is necessary to
94
the cutting ought to be—
within limits, of course—
one-sixteenth being quite
deep enough for an object of
any size. When this depth
is exceeded the enamel is
so thick that it flies off. A
trench having thus been
chiselled all around the
spaces, leaving the line of
design untouched, the
spaces themselves have to
be cut to an equal surface,
at the same depth as the
surrounding trench—that
is, one-thirty-second or one-
sixteenth of an inch below
their present surface. The
metal ought to be fairly
thick, either No. 14 or 16
metal gauge, and for larger chiselling cells in the border of a frame for the insertion of enamel
pieces No. 18 or 20 metal
gauge.
This surface, which has been chiselled or gentle heat from a blow-pipe flame. The back is
"scorped," must now be cut into a roughened cleaned thoroughly with paraffin, and then treated
surface, so as to give it a strong key for the enamel with a hot solution of crystal soda, after which it is
to hold on by. Many varieties of textures and finally cleaned with methylated spirits. Then, upon
patterns may be given to this keying of the surface, the parts which are cut out, the chosen enamels,
which in the case of transparent enamels is of mixed with distilled water, are laid with a small
very great importance. spatula. If the piece of work is large, and
As soon as the surface is well keyed, the metal may take several days or weeks to fill in, it
plate is taken off the pitch by means of a very is better to add a few drops of a weak solution
of gum tragacanth or of
quince-pips, so that those
parts which are set and
dry may not be disturbed
by the subsequent filling-
in of other parts. This
being finished, it is neces-
sary to fire— that is, to
fuse the enamel. For this
purpose I find that a gas
furnace is greatly superior
to any other kind. It is
cleaner, it requires less
attention, and it gives a
more uniform heat, and in
many ways saves a good
deal of time. If, however,
gas cannot be obtained, a
furnace heated by coke or
by petroleum is sufficiently
serviceable. Besides a
steel tools—chisels, scoopers, graver, chaser's hammer, and burnishers furnace it is necessary to
94