

DOI Heft:
Jahresbericht über die Fortschritte der Photographie und Reproduktionstechnik
DOI Seite / Zitierlink:https://doi.org/10.11588/diglit.41967#0590


Autotypie. — fletjmaschinen. — Hochä^ungsproze^.
575'.
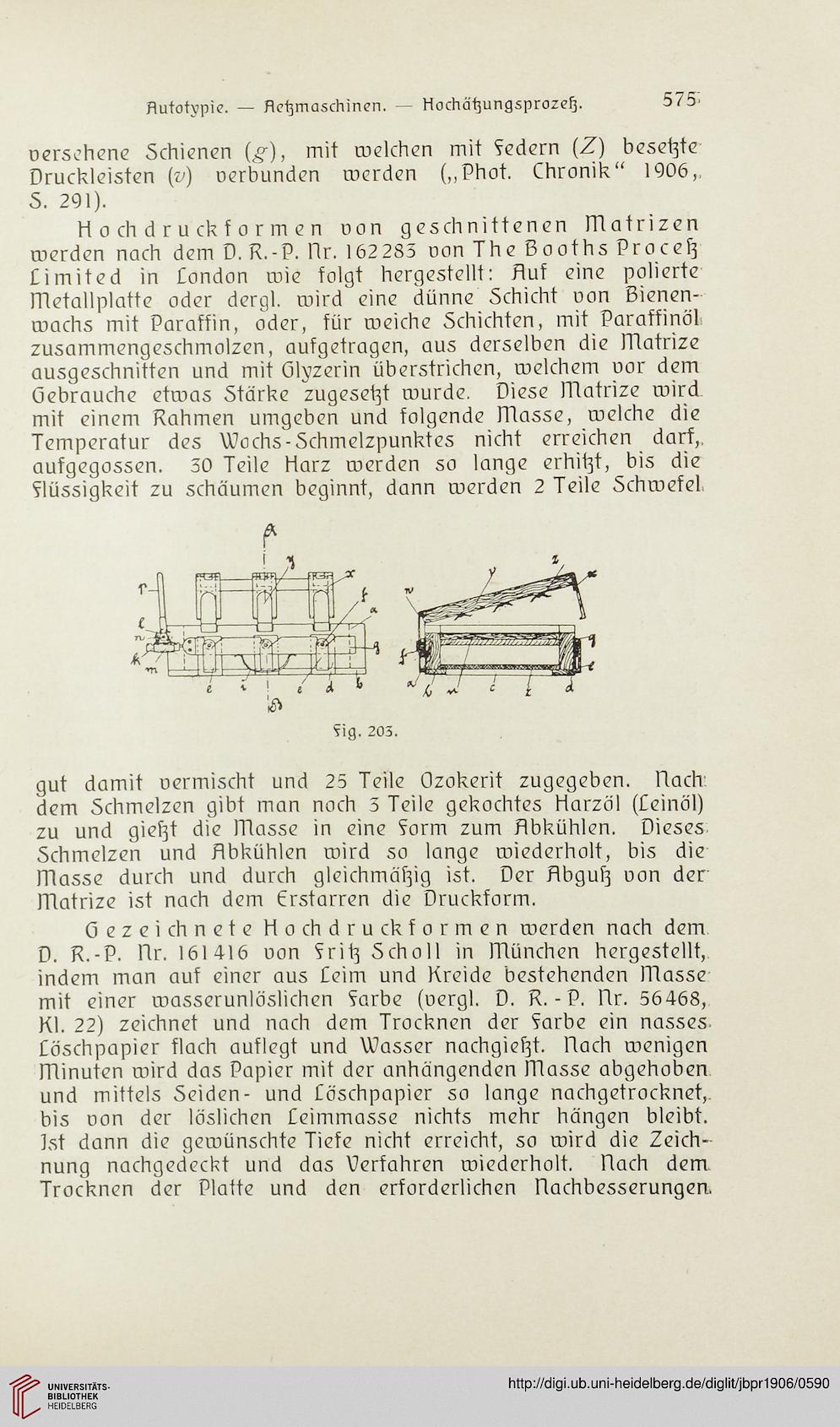
oersehene Schienen (£•), mit tuelchen mit federn (Z) beseite
Druckleisten (v) oerbunden roerden („Phot. Chronik“ 1906,.
S. 291).
Hoch druck formen non geschnittenen Blatrizen
merden nach dem D. R.-P. Dr. 162285 non The ßooths Proceij
Cimited in Condon roie folgt hergestellt: Ruf eine polierte
metallplatte oder dergl. rnird eine dünne Schicht non Bienen-
machs mit Paraffin, oder, für meiche Schichten, mit Paraffinöl
zusammengeschmolzen, aufgetragen, aus derselben die ITtatrize
ausgeschnitten und mit Glyzerin überstrichen, melchem uor dem
Gebrauche etmas Stärke zugesetjt murde. Diese ITlatrize roird
mit einem Rahmen umgeben und folgende Blasse, meiche die
Temperatur des Wochs-Schmelzpunktes nicht erreichen darf,,
aufgegossen. 50 Teile Harz merden so lange erhitjt, bis die
Flüssigkeit zu schäumen beginnt, dann merden 2 Teile Schroefel,
gut damit oermischt und 25 Teile Ozokerit zugegeben, llach
dem Schmelzen gibt man noch 5 Teile gekochtes Harzöl (Ceinöl)
zu und gief^t die Blasse in eine form zum Rbkühlen. Dieses
Schmelzen und Rbkühlen mird so lange roiederholt, bis die
Blasse durch und durch gleichmäfjig ist. Der Rbguf] uon der
Blatrize ist nach dem erstarren die Druckform.
Gezeichnete Hochdruckformen roerden nach dem
D. R.-P. llr. 161416 oon fritj Scholl in lllünchen hergestellt,
indem man auf einer aus Heim und Kreide bestehenden Blasse
mit einer masserunlöslichen färbe (oergl. D. R.-P. Rr. 56468,
Kl. 22) zeichnet und nach dem Trocknen der färbe ein nasses.
Cöschpapier flach auflegt und Wasser nachgiefjt. Rach menigen
Blinuten mird das Papier mit der anhängenden Blasse abgehoben
und mittels Seiden- und Cöschpapier so lange nachgetrocknet,
bis oon der löslichen £eimmasse nichts mehr hängen bleibt.
Ist dann die gemünschte Tiefe nicht erreicht, so mird die Zeich-
nung nachgedeckt und das Verfahren roiederholt. Rach dem
Trocknen der Platte und den erforderlichen Rachbesserungen.
575'.
oersehene Schienen (£•), mit tuelchen mit federn (Z) beseite
Druckleisten (v) oerbunden roerden („Phot. Chronik“ 1906,.
S. 291).
Hoch druck formen non geschnittenen Blatrizen
merden nach dem D. R.-P. Dr. 162285 non The ßooths Proceij
Cimited in Condon roie folgt hergestellt: Ruf eine polierte
metallplatte oder dergl. rnird eine dünne Schicht non Bienen-
machs mit Paraffin, oder, für meiche Schichten, mit Paraffinöl
zusammengeschmolzen, aufgetragen, aus derselben die ITtatrize
ausgeschnitten und mit Glyzerin überstrichen, melchem uor dem
Gebrauche etmas Stärke zugesetjt murde. Diese ITlatrize roird
mit einem Rahmen umgeben und folgende Blasse, meiche die
Temperatur des Wochs-Schmelzpunktes nicht erreichen darf,,
aufgegossen. 50 Teile Harz merden so lange erhitjt, bis die
Flüssigkeit zu schäumen beginnt, dann merden 2 Teile Schroefel,
gut damit oermischt und 25 Teile Ozokerit zugegeben, llach
dem Schmelzen gibt man noch 5 Teile gekochtes Harzöl (Ceinöl)
zu und gief^t die Blasse in eine form zum Rbkühlen. Dieses
Schmelzen und Rbkühlen mird so lange roiederholt, bis die
Blasse durch und durch gleichmäfjig ist. Der Rbguf] uon der
Blatrize ist nach dem erstarren die Druckform.
Gezeichnete Hochdruckformen roerden nach dem
D. R.-P. llr. 161416 oon fritj Scholl in lllünchen hergestellt,
indem man auf einer aus Heim und Kreide bestehenden Blasse
mit einer masserunlöslichen färbe (oergl. D. R.-P. Rr. 56468,
Kl. 22) zeichnet und nach dem Trocknen der färbe ein nasses.
Cöschpapier flach auflegt und Wasser nachgiefjt. Rach menigen
Blinuten mird das Papier mit der anhängenden Blasse abgehoben
und mittels Seiden- und Cöschpapier so lange nachgetrocknet,
bis oon der löslichen £eimmasse nichts mehr hängen bleibt.
Ist dann die gemünschte Tiefe nicht erreicht, so mird die Zeich-
nung nachgedeckt und das Verfahren roiederholt. Rach dem
Trocknen der Platte und den erforderlichen Rachbesserungen.